Etukudo
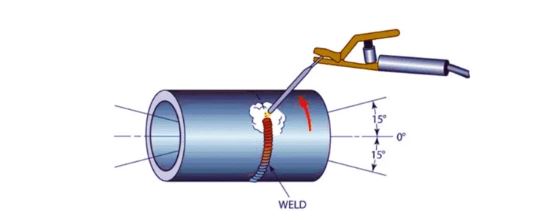
5g welding position entails welding a pip that is in a horizontal orientation with one or both ends fixed. As a result, the operator must travel either upwards or downwards in the vertical direction to perform the weld. In this article, you will learn more about the 5G welding position, 5G welding test, and the 5G welding certification.
More about the 5G Welding Position
The 5G is a pipe welding position made necessary by scenarios where the pipe cannot rotate to enable all-round access to its circumference. Because most pipe is manufactured in sections, they install sequentially by welding subsequent sections on the ones already in place. Thus, there is no way of rotating the existing infrastructure, making this welding position difficult.
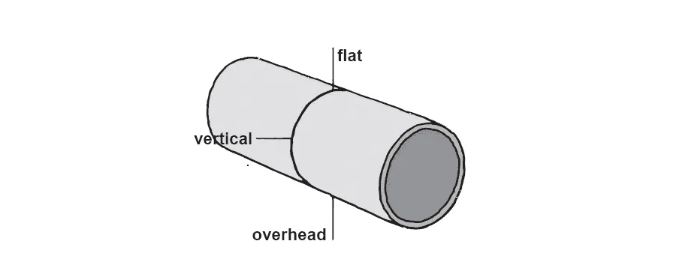
A welder performs 5G welding either vertically upwards (uphill) or vertically downwards (downhill). For the downhill, welders go through three welding positions beginning from the flat, then the vertical, and finally the overhead. The uphill welding sequence starts from the overhead position, then vertical, and ends with the flat position.
The name 5G stands for ‘groove weld’ and stems from AWS/ASME. On the other hand, the ISO/EN refers to the 5G uphill and 5G downhill welding positions as PH and PJ welding positions respectively.
Techniques of 5G Welding
Although it is solely certification that qualifies a welder to perform welding in the 5G position, a few useful tips maximizes welder success.
- Welders should obtain a comfortable position prior to welding. They also should consider attaching a vice grip to the workpiece and leaning on it for support. Since adjusting the pipe is not an option, it is necessary that the welder is in a position that enables proper weld execution.
- The welder should tack the pipe sections together prior to the root pass. It is common to do tack welds at the 3, 6, 9, and 12 o’clock positions. However, two tack welds at the 6 and 12 o’clock positions are equally popular.
- Welders should prioritize the hardest position first, which is the overhead. When welding in the overhead position, use an upward angle of about 30° and exert pressure, especially between the 6 and 4 o’clock position. As a result, proper root penetration is achieved.
- Always begin from the weld endpoint, about ½ inch from the crater to provide good fusion at the weld start and fill the crater.
- Weld cap passes should occur via either stinger beads or weaving beads.
5G Welding Test
A 5G welding position test is a qualification test that certifies that a welder can produce good-quality welds in this position. Moreover, the testing is according to specifications from standards such as ASME Section IX for vessels, piping, and utility. Other standards that specify this test procedure are API 1104 for oil and gas pipelines and AWS D1.1 for structural welders.
Welders take qualification tests at accredited test facilities. However, companies also do tests to suit individual requirements. Some of these requirements are based on essential variables such as thickness, filler metal, and base metal. Or, based on non-essential variables including current and cleaning technique. After a welder performs a 5G weld, there are welding tests that involve visual inspection, as well as destructive and non-destructive testing. A guided bend test is the usual destructive method, while a radiographic examination is often the NDT.
Welding Certification
Most welding certifications, including that of 5G welding position, offer two types of root openings. One includes the use of a backing bar, while the other is an open root type. For structures where access to one side of the weld joint is limited, the welder is unable to perform a back gouge. As a result, a backing bar serves to ensure a good quality weld root. So, the certification of a welder for this kind of scenario is necessary. However, the use of a backing bar is rare when carrying out field welds of pipes in the 5G position. Rather, open root weld, which is harder to achieve, is predominant. Welding certification also spans the different welding processes including:
- Shielded Metal Arc Welding (SMAW).
- Gas Tungsten Arc Welding (GTAW) or TIG.
- Gas Metal Arc Welding (GMAW) or MIG.
- Flux Core Arc Welding or Wire Wheel Welding.
When a welder undergoes certification in the 5G pipe welding position, it must be performed in both directions. First is vertical up travel, which is the most common. Next is the vertical down travel that is vital in pipe welding qualification. If the essential and non-essential variables are within the range specified in the governing standard, then the welder is certified for life. However, re-certification may be required on-site if the supervisor is in doubt about the capacity of the welder, or if there is a drop in welding quality.



