The Cameron ORBIT® valve is a rising stem ball valve. Characterized as a ball valve, ORBIT valves offer specific advantages that allow for its use in difficult applications in oil, gas, petrochemical, and other industries. The ORBIT valve’s unique engineering design eradicates the chief cause of seat wear in a conventional ball, gate, and plug valve: seal rubbing. In this article, you will learn the ORBIT valve history, operation and applications, actuation and instrumentation, compliance, and operating and maintenance considerations.
History of ORBIT
Only a few years after Oklahoma gained statehood in 1907, an individual by the name of Alfred “Alf” Heggem founded The Oil Well Improvements Company of Tulsa, an iron factory and machine shop. The Oil Well Improvement Company of Oil manufactured and sold oil well supplies and machinery. While Heggem innovated many product ideas in the valve world, his groundbreaking ball valve seating principle was considered to be the first major advancement for valves in over a fifty-year period. He patented his idea in 1935, and almost 85 years later, it is still the forerunner to ball valves today. The same engineering technology still safeguards against seat rubbing, which is a leading factor for why the ORBIT valve is world-renowned for high integrity and its long service life.
Operation and Applications
ORBIT valves are ideal for applications that require zero leakage and frequent operation. As such, ORBIT rising stem ball valves are used globally in critical isolation applications. ORBIT valves offer the following benefits:
- No rub between sealing surfaces
- Injectable packing
- Single-seat design
- Long life
- Optimal flow: full port or reduced port openings give high CV figures
- Top-entry design
- Dual stem guides
- Self-cleaning
- Low-torque operation
- Wear-resistant hard facing on core
- Mechanical cam closure
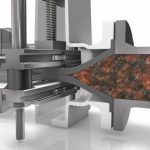
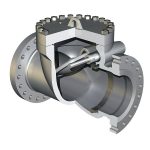
ORBIT rising stem ball valves incorporate a proven tilt-and-turn operation that eliminates seal rubbing, which is the primary cause of valve failure. The absence of seal rubbing during both opening and closing means easy, low-torque valve operation and long-term reliable performance.
When an ORBIT rising stem ball valve is closed, the core is mechanically wedged tightly against the seat, ensuring positive shutoff. When the valve begins to open, the core tilts away from the seat and line flow passes uniformly around the core face. This eliminates the localized high-velocity flow that typically creates uneven seat wear in an ordinary ball, gate, and plug valves. The core then rotates to the fully open position.
ORBIT Valve Actuation and Instrumentation

ORBIT rising stem ball valves can be equipped with matched linear actuators, and many capabilities can be added to the basic double-acting actuator. Models are available with a spring-return option to open or close. Manual override mechanisms are also available.
A variety of instrumentation capabilities can be provided to meet a variety of a system’s needs. Many common systems are available as economical standard packages. Pneumatically or electrically activated systems are also available.
Compliance
The low emission (Low-E) version of ORBIT valves holds the best possible ISO 15848-1 tightness class rating of AH at the limits of the valve design temperature. ORBIT ball valves also are compliant to the following industry codes and directives:
- API 6D
- ISO 9001:2008
- PED 97/23/EC
- ATEX Directive 94/9/EC
- GOST
- GOST-R certificate and RTN permit
- ISO 15848-1 (fugitive-emission-type testing)
- Shell GSI SPE 77/300 TAT qualified and TAMAP two-star rating
- ASME B16.34
ORBIT Operating and Maintenance Considerations
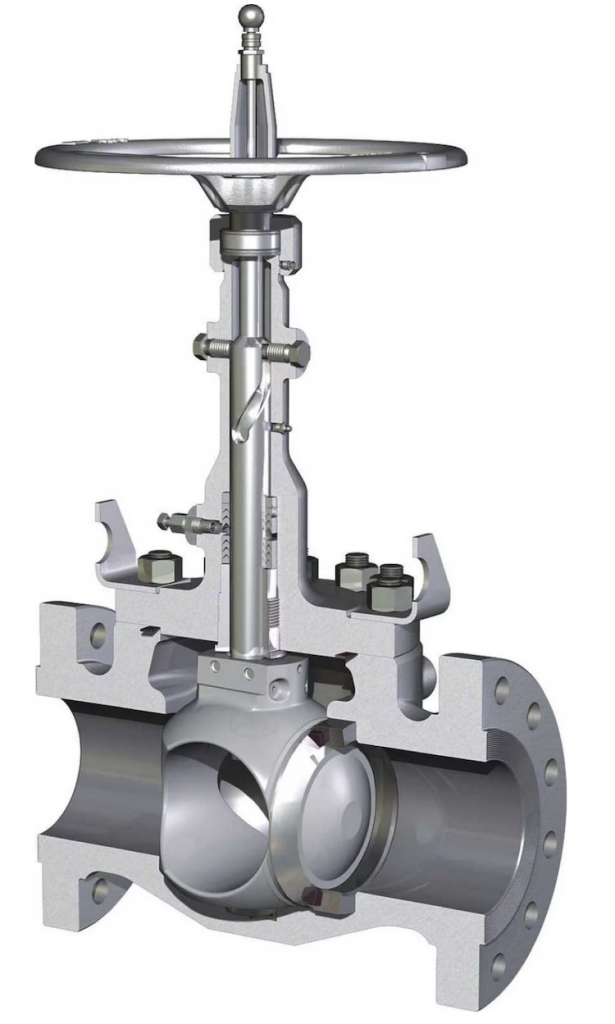
ORBIT valves utilize a 1-piece cast steel body design. They are manufactured with wall thicknesses that exceed industry standards, allowing for repeated repair or overhaul. In most cases, the top entry design allows for repairs without removing the valve body from the line.
ORBIT valves are factory tested in accordance with ASME B16.34. Valves with soft seat inserts are required to be bubble tight and zero leakage is allowed. Valves with hard seat inserts are allowed only half the leakage rate defined by API 598 for hard seated valves.
ORBIT actuators generally need little attention as long as they are not over-pressurized and the valve is properly maintained. Occasional replacement of seals and diaphragms are required when used in high cycle applications.
ORBIT valves and actuators are designed to require a minimum amount of maintenance. Lubrication isn’t necessary to affect a seal, only to reduce friction and wear on moving parts. An effective lubrication program should be established from experience with the valve for its particular application and frequency of operation. ORBIT’s recommended lubrication schedule should be used as a minimum guideline.
ORBIT valves with enclosed design bonnets are equipped with an adjustable stem packing chamber. OS&Y design bonnets are equipped with a packing gland with retainer and packing adjusting nuts to adjust as needed. Adjustments are required only if a stem leak should develop and can be made while the valve is in service and under pressure.

QRC Valve Distributors, LLC is the largest stocking distributor of Cameron ORBIT® rising stem ball valves in the world with over $20 million in on-hand inventory across North America. The company has the ability to provide fully automated packages, including actuation and controls. QRC prides itself on first-class customer service, vast inventories, and competitive pricing. Contact us at dmcwhorter@qrcvalves.com for more information.