Shot peening is a mechanical treatment process in which the surface of a metal object is subject to a stream of very high velocity small spherical balls of metal, glass, or ceramic under controlled conditions. These shot dents the material as they strike it and modifies the mechanical properties of the surface layer. It increases its hardness and induces residual compressive stresses. The shot peening adds strength and reduces the internal stress of the treated objects. In addition, peening closes the surface pores as well as creates a uniform dimpled texture on the surface. In this article, you’ll learn the shot peening process, machines, applications, and advntages.
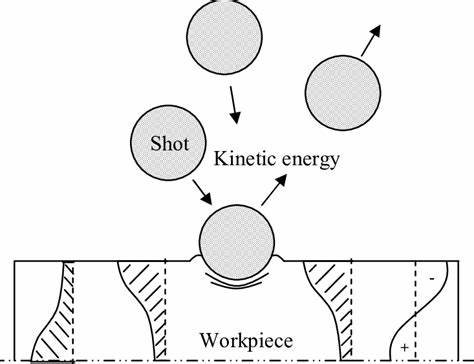
Shot Peening Process
As the shots strike the object, they create dimples over the metal surface. This generates a compressive volume under the dimpled regions. This layer can be resistant to corrosion and crack initiation and propagation. In addition, it resists fatigue failures, fretting, corrosion, cracking, galling, and erosion from cavitation.
Although shot peening may appear to be like sandblasting, however, it is a completely different process. Sandblasting is a surface cleaning process while peening is a surface strengthening process that changes the surface characteristics of the target material. Peening is very useful for machined parts that undergo stress in operational conditions. That is why gears, splines, and shafts are often subject to shot peening as part of their manufacturing process.
The process is also useful when there a need to coat the surface with an additional layer of powder or liquid. In such cases, the shots go through the powder or liquid which then coats the object due to the impact of the peening process. Peening also embeds ceramic coatings and solid lubricants on surfaces, although the coverage may be uneven due to the random nature of the peening process.
Shot peening uses an air blast or centrifugal system to propel media at an object. Airblast systems use high-pressure jets of air to fire the shots at the object. In the centrifugal system, a high-speed spinning paddlewheel propels the shots at high speed using centrifugal forces.
Considerations for Maximum Effectiveness
Shot peening is a repeatable process that follows well-defined standards and procedures. To properly peen a given object following considerations are important for the operator:
- The type, size, and hardness of the peening media
- The desired intensity of the peening process
- The amount of coverage planned for the object
- Selection of the type of equipment
- Application of standards, specification, and procedure for peening
It is important to include clear instructions specifying specific areas for peening and masking any areas where peening is not necessary.
The most common material for the peening media or shots is steel, glass, and ceramic. The type of media depends on the target object. Steel shots are most commonly media when working with metal gears. Steel shots, which consist of cast iron, wrought iron, and conditioned cut wire, are preferable media for medium and high-intensity peening. For low and medium-intensity peening, ceramic or glass shots are preferable.
Machines
The three most common types of peening machines are the centrifugal wheel, direct pressure, and air jet machines.
Centrifugal Wheel Machine
These shot peening machines use one or more wheels with blades to propel media at the object. The advantage of this type of machine is that it throws a large number of shots per minute and achieves good coverage and high-intensity efficiency. This machine is useful for the complete peening of a part, though it has the problem of poor focusing of shots on a specific section of the target.
Direct Pressure Machines

These machines are suitable for objects that require medium to high-intensity peening. The advantage of this machine is that it operates with high precision and accuracy. It has different types of nozzles which allow more control in the peening pattern. The disadvantage of this machine is its poor effectiveness at low-intensity peening.
Air Jet Machines
These machines are suitable for low and medium-intensity peening. Its nozzles provide good control and accuracy. The problem with this type of machine is that they are difficult to set up, as the machines may have more than a dozen nozzles to configure correctly.
Applications
Shot peening provides an economical and efficient way of producing residual compressive stresses to increase the operational life of the treated metal parts. Shot peening is a process specially developed for a wide range of critical parts and components to improve their surface properties. Peening is essential in all industries requiring long lives for components. This includes automotive, aviation, medical, agriculture, and many other industries.
Gearwheels, springs, camshafts, engine blocks, crankshafts, pistons, compressor blades, turbine jet blades, propeller shafts, aircraft landing gears, mountain bikes, drill bits, and medical probes may require shot peening. Shot peening is also useful for sand removal and surface finishing for castings. Shot peening has also cosmetic applications, creating a rough surface that scatters light more effectively than with processes like sandblasting, which makes the objects visually appealing in some cases.
Advantages
The shot peening process provides several key advantages.
- It is relatively inexpensive.
- It is quite effective to strengthen the object.
- The peening equipment is quite simple.
- It can be easily used for large surface areas.
- It produces a pebbly surface that provides advantages in certain applications.
There are notable disadvantages.
- The process is semi-quantitative, especially in estimating intensity.
- Compressive residual stress remains a surface phenomenon.
- It is not suitable for treating small surface areas.
- Surfaces in soft alloy objects may become too rough.
- It can damage close tolerance parts.
Cost Considerations
Shot peening is often seen as an extra cost as it is an additional treatment. The actual cost of shot peening differs according to factors such as techniques and the media used. Reducing the problems associated with fatigue and other failures results in high part performance with low maintenance costs. It can be a cost saver when compared to lost production time, repair costs, or expensive parts replacement. Additionally, the surface treatment can result in fewer customer complaints and greater customer confidence.