DeGuzman
Threaded fasteners are hardware devices that mechanically join or affix two or more objects together via external threads. Fasteners form non-permanent couplings or connections, even if removed or deconstructed, there will be no damage to the joining components.
Industrial applications that require the joining of plate, flanges, pipe, valves, and instrumentation require threaded fasteners. They are particularly advantageous for portability, access for maintenance or servicing, modification, or reconfiguration. Threaded fasteners have a wide variety of designs and sizes. In this article, you will learn about the types of threaded fasteners, the material of construction, connection requirements, coating, installation, and maintenance requirements.
Types
The simplicity of addition and removal make the threaded fasteners highly utilized in component assembly. These are the three main types of threaded fasteners: bolts, screws, and studs.
Bolts
Bolts provide a hex head on one end and threads on the other. Nuts, often paired with a washer, hold bolts in place. The bolts join the part non-permanently as the parts may be separated from each other by using an appropriate tool.
Bolts and Setscrews
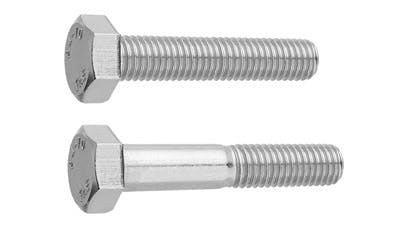
Bolts and setscrews often have a hexagonal head with a thread and can use them in a threaded hole or with a nut. Bolts typically have a shank underneath the lead, with the setscrews threaded through the head.
Carriage Bolts
Also known as cup square hex bolts, these bolts feature a smooth spherical head with a square underneath. Carriage bolts secure metal to wood. Carriage bolts typically do not see use in metal to metal fasteners and industrial applications.

Eye Bolts

An eye bolt is a bolt with a loop at one end. They firmly attach a securing eye to a structure, so that ropes or cables may then be tied to it. Instead of a standard head, these bolts contain a circular ring.
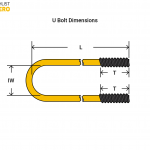
U-Bolts

A U-bolt is a bolt in the shape of the letter U with screw threads on both ends. U-bolts support piping systems, allowing for some deflection while holding pipe in place.
Screws
Screws are similar to bolts in that one end has a head, and the other has a thread. Categories are wood screws, machine screws, self-tapping screws, socket screws, and grub screws.
Wood Screws

Viha Steel And Forging
These screws come in various head shapes, including Phillips, Slotted, and Pozidriv, and have a smooth shank and tapered tip. Wood screws see little use in industrial fabrication applications and primarily are used in residential and commercial construction.
Machine Screws

Machine fit into a tapped hole and secure via a nut. Machine screws see common use in the assembly of small industrial components.
Self-Tapping Screws

A self-tapping screw taps its own hole as it drives into the material. The brand of self-tapping screws known as Tek Screws are known as the standard for sheet metal construction.
Socket Screws

Made with a smooth shank, the Allen heads provides additional security. Button, socket cap, and countersunk are some of the head designs available for socket screws.
Grub Screws

Scaffolding Direct
Grub screws generally provide a detent to secure an object within or against another object, usually without using a nut. A common examples is securing a pulley or gear to a shaft or connecting a wire to terminal. They keep two pieces from moving or rotating.
Studs
Studs lack a head due to its thread on both ends. When two parts have internally threaded holes, studs connect them. A nut used on both ends produces tension and performs the function of a bolt. Varieties are the fully threaded stud bolt, tap end stud bolt, double end stud bolt, weld bolt, clinch bolt, and bonding stud.
Fully Threaded Stud Bolt

It is a type of stud bolt which is essentially just the length of the threaded bar. A fully threaded stud bolt fastens parts together, and may use nuts at each end to cinch an object in place.
Tap End Stud Bolts

The tap end stud bolts usually screwed into a tapped hole and features a small thread on one end. A shank and a more considerable cable length at the opposite end of a tap end stud bolt allow it to accommodate a nut.
Double End Stud Bolts

These have equal lengths threaded at each end, intended to accept nuts with a shank in the middle. Double-end stud bolts have a plain shank equal to that of the nominal diameter and provide high-strength bolting.
Weld Bolt

The weld bolt provides a full-length machine thread with a thin, broad head to make them easier to weld, typically to steel. This provides a permanently attached stud.
Clinch Stud

Clinch studs are fasteners used to secure a head to the mating material to assure high torque resistance. The main advantage of a clinch stud is the elimination of a welding operation. Clinch studs swage themselves into sheet metal when tightened permanently.
Bonding Stud

It is a full-length thread with a broad flat head, often with holes in the head. Bonding studs bond composite parts and provide a permanent metal stud.
Nuts
A nut is a type of fastener with a threaded hole. Nuts couple with bolts to clamp two or more pieces together. The two partners are kept together by a combination of their threads’ friction, a slight stretching of the bolt, and compression of the parts. Common categories of nuts are hex nuts, lock nuts, nylon insert nuts, shear nuts, and wing nuts.
Hex Nuts

This standard hexagonal nut provides an internal thread of varying pitch. The hex nuts is the most nut variation and is deployed in a wide range of industries and applications.
Lock Nuts

A lock nut, also known as locking nut, self-locking nut, prevailing torque nut, stiff nut or elastic stop nut, resists loosening under vibrations and torque. Lock nuts provide additional clamping and security over its hex nut cousin.
Nylon Insert Nuts

These hexagonal-shaped nuts, also known as Nyloc nuts, include a nylon insert that prevents the nut from coming free due to vibration. Friction heats up and softens the nylon insert during installation, allowing deformation from the thread of the screw. Nylon insert nuts suit low temperature applications and typically do not fit standard industrial applications.
Shear Nuts

The hexagonal gripping point on these cone-shaped nuts snaps off when torque reaches its maximum. This leaves only the difficult-to-remove cone-shaped nut.
Wing Nuts

Commonly used in situations where the nut requires frequent removal. Two “wings” facilitate manual twisting.
Wing nuts are uncommon in heavy duty industrial applications and seen more frequently in non-critical applications.
Washers
Washers fit between a bolt/screw and the fastened material or a nut and the material. The washer improves the head’s bearing area while protecting the fastened material from harm. Washers are available in various sizes and forms, each with its own set of applications. Common forms include the flat, spring, cup, and repair washer.
Flat Washers

Albany County Fasteners
These washers are the most popular and disperses the bolt, screw, or nut’s load uniformly while tightened. The flat washer may also apply when the hole is a larger diameter than the fixing nut.
Spring Washers

Spring washers offer a strong flat spiral spring with sharp edged ends. It may be used as a nut-locking device, which has axial flexibility. The purpose of these locking washers is to keep the bolt, screw, or nut from vibrating loose.
Cup Washers

Cup washers form a cup for the fastener’s head to fit in, creating a flush finish with the fastener head. Used in conjunction with a wood screw.
Repair Washers

Features a small inside diameter hole and design to create a more excellent bearing surface and prevent pull-through. Also commonly referred to as penny washers or fender washers.
Material of Construction
Threaded fasteners typically are made of some grade of steel – be it stainless or carbon. Silicon bronze, brass, aluminum, titanium, copper, and nickel are also common materials of construction for threaded fasteners.
Zinc Plated Carbon Steel
- Carbon steel provides high strength at an economical price point.
- Zinc plating provides corrosion protection and also gives the bolts a lustrous appearance.
- Zinc-plated alloy steel is most often available in Grade A, Grade C, Grade 2, Grade 5, and Grade 8.
Stainless Steel
- Commonly employed for long-term applications because of its corrosion resistance and endurance.
- Cold-formed rather than heat-treated or through-hardened.
- Commonly seen in finishing and decorative applications because of their clean silver tone and high resistance to corrosion.
- Due to its corrosion resistance, 316SS sees common use in salt-laden and offshore environments.
Silicon Bronze

- The quantity of copper in the fastener affects the color of silicon bronze.
- Silicon bronze outperforms 316 stainless steel in corrosion resistance. However, it is more costly than other fasteners limiting its use in industrial applications.
- Utilized in maritime conditions, corrosive conditions, high-heat settings, and typical applications for aesthetic reasons.
Brass
- Made from a combination of copper and zinc.
- Brass hues range from dark to light depending on the zinc concentration; brass with unique zinc content is lighter.
- Soft and corrosion resistance but not suitable for all uses.
- Brass is an excellent conductor of both electricity and heat.
- Utilized in pipes, weather stripping, trim, radiators, musical instruments, and guns.
Aluminum
- This common material is soft and lightweight.
- Aluminum alloys may comprise of several materials, including iron, manganese, silicon, copper, zinc, and silicon.
- Rivets are among the most common aluminum fasteners.
Titanium
- Titanium is highly corrosion resistant with superior strength to weight when compared to aluminum.
- Strength reaches or exceeds 150,000 psi in certain applications.
- Work well in high-temperature environments and mainly used by the aerospace industry.
- Also used extensively in the chemical industry due to its strong resistance to corrosion and oxidizing chemicals.
- One of the most expensive options.
Copper
- Highly conductive and corrosion-resistant and used in particular applications.
- Often used for electrical and thermal industries.
- Hardened through cold-forming only.
- Copper is non magnetic.
- Copper has a tensile strength of around 30,000 PSI.
Nickel
- Nickel works well in high and low-temperature environments.
- Strong, extra tough, and ductile.
- Often used with other materials to create an even stronger fastener.
- Threaded fasteners made of nickel-copper alloys have a tensile strength of roughly 80,000 PSI.
Connection Requirements
Threaded fasteners are subject to a variety of codes regarding their connection requirements. Common governing bodies include the Research Council on Structural Connections (RCSC) and the American Institute of Steel Construction (AISC).
Coating
Coatings provide enhanced properties to threaded fasteners post-manufacturing.
Fasteners frequently require coating based on their service and environment. Fasteners may endure underground installation or extended exposure to water, oil, gas, and other fluids.
Special coatings or plating increase their performance qualities, such as corrosion resistance. Standard coatings/platings include electroplating, hot-dip galvanizing, and chemical conversion.
Hot Dip Galvanization
Hot-dip coating requires immersion of threaded fasteners in a molten metal bath. This method is a standard and affordable method of protecting fasteners. A sacrificial or cathodic zinc coating protects the steel. Depending on factors including steel composition, the velocity of removal from the molten zinc bath, and cooling procedure, the galvanized surface can range from gleaming silver to a drab matte gray finish.
Hot-dip provides a thick and consistent coating. While more expensive than electroplating, it generally has become the method of choice for most industrial applications.
Electroplating
Another frequent method of applying an inorganic coating is electroplating. The chemical process plates a cathodic metal onto threaded fasteners via fluid bath. Fasteners undergo tub immersion. The plating material precipitates out and deposits onto the fastener due to electrical current.

Chemical Conversion Coatings
Adherent films generated chemically on the surface of a metal when submerged in a suitable solution bath called chemical conversion coatings. For example, chromate treatments on electroplated components and zinc and manganese phosphate coatings are standard chemical conversion coatings for fasteners.
Most industries used three primary steel fasteners such as stainless steel, carbon steel, and alloy steel. In addition, titanium, aluminum, and various alloys are also common construction materials for metal fasteners.
Fluoropolymers provide a strong choice for coating nuts and bolts because they give corrosion protection and uniformity in tightening and loosening the nuts and bolts. In addition, the durable, thin coatings and reliable performance of fluoropolymers make them ideal for chemical, corrosion, and abrasion resistance. However, improper application or applications can lead to systemic peeling.

Installation
The installation of threaded fasteners occurs in three simple steps.
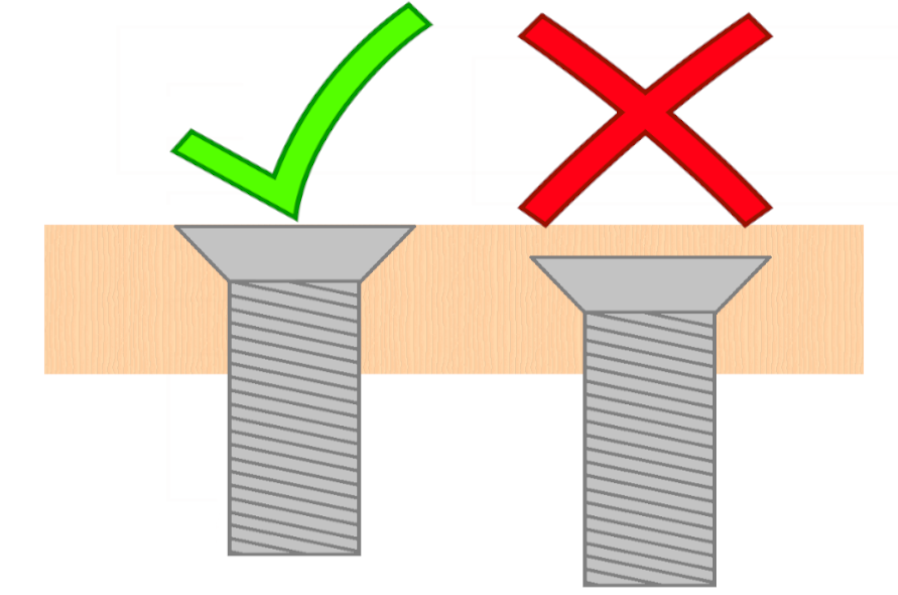
First, place the fastener’s shank or pilot squarely into a hole which already punched, drilled, machined, or cast. Next, apply force until the nut’s head makes contact with the surface. Place the head of the fasteners flush with the sheet. From the side opposite the fastener’s head, install the matching piece.
Specifications
Choosing and specifying fasteners for use in designs is a common task for design engineers. As a result, knowing the basics of fastener terminology is critical.
- Major Diameter – the greatest diameter of a fastener thread
- Minor diameter – the lowest diameter of a fastener thread
- Pitch – is the linear distance between a point on one thread and a comparable position on the following thread, measured perpendicular to the thread axis.
- Lead – the axial distance traveled by an end on a fastener thread in one revolution (equal to the pitch of the fastener)
- Thread Root – the valley of the thread is the surface of the thread that connects the flanks of consecutive threads and is directly next to the cylinder from which the thread extends.
- Thread Crest – the part of the thread that connects the sides and is furthest away from the cylinder from which it projects; in other words, the thread’s peak.
- Head – the expanded shape created on one end of the fastener to provide a bearing surface and a rotating (or retaining) mechanism.
- Bearing surface – the supporting surface of a fastener about its fastening.
- Point – the end of the threaded portion of a fastener
- Shank – the cylindrical part of a fastener that extends from the underside of the head to the starting thread
- Length – the axial distance between the bearing surface of the head and the extreme point
- Grip length – the length of the unthreaded portion of the fastener (i.e., shank) measured axially from the underside of the bearing surface to the starting thread.
- Thread length – the length of the threaded portion of the fastener; NOTE: with all commercial and aerospace fasteners, threaded length is a function of fastener diameter.
Proper Bolt Installation
An installed bolt and nut combine as a compressive force to keep materials linked. The threads of the nut and screw exert pressure on both sides of the secured material. Bolt preload refers to the compression that occurs when the nut tightens against the bolt and vice-versa.
A loaded bolt limits the amount of load the bolt can handle before failing. When a bolt tightens against a material, the force distributes through the substance. Thus, the bolt only carries a fraction of the weight. The practice of loading a fastener assembly is known as preload.
Screw Thread Allowance and Tolerance
Screw threads are usually signified by two tolerances, one for the maximum outside diameter measure from the primary diameter of the line, and one for the pitch diameter, measured from the midpoint of each tooth.
Tolerance fluctuates as per manufacturing convenience. Due to the repeatable nature of fastener creation, tolerances are standard.
The standard’s allowances and tolerances are based on typical engagement lengths between male and female threads. Average mean heights of concentration ranging from 1.0 to 1.5 times the nominal diameter of the thread. Measurements ranging from 5 to 15 for fine-pitch threads alternately given in several pitches, considered normal.
If the length of engagement is abnormally short, reducing the clearance between male and female threads by lowering the allowance or tolerance is a good idea. Conversely, if the arrangement is unusually long, too tight of tolerance may make it impossible to assemble the fastener or run the bolt into a deep, tapped hole.
Maintenance Requirements
RISC Fastener Storage Requirements
RISC dictates the proper storage conditions as outlined in Section 6.4.
All fastener components must be stored in a manner that affords complete protection from moisture, heat, and dirt contamination. These precautions are necessary to avoid corrosion, loss of lubricant effectiveness, and dirt contamination that will both alter the required installation torque and increase the corresponding scatter of installed tension.
Each day, upon removal from storage, each bucket of fasteners should be visually inspected for corrosion, lubricant condition, and dirt contamination; any fastener found to be corroded, lacking lubrication, or dirty is unacceptable for installation, but may be cleaned, re-lubricated with an approved lubricant, and re-tested (see Section 7 of the RCSC Specification). Though preinstallation verification is only required to be performed on fasteners to be pre-tensioned, it can also be used to establish the adequacy of fasteners. Such fastener assemblies that cannot be demonstrated to have an installed tension that is 5 percent greater than the specified minimum tension required in the RCSC Specification Table 8.1 should be deemed unacceptable for use.

Proper Handling
Lubrication of Fasteners

Greased bolts made installation easier. According to Section 2.2 of the RCSC Specification, “Fastener components should not be cleaned or modified from the as-delivered condition,”.
Hot Dip Galvanized Fasteners Should Always Be Used With Other Hot Dip Galvanized Fasteners

Hot-dip galvanized fasteners are coated in a thick zinc protective, called hot-dip galvanization, to make them less susceptible to oxidization. However, this thick coating creates a layer on the threading that will not match other materials with this coating. Fasteners that are hot-dip galvanized and featured varied spacing to accommodate the thickness change. To avoid any compatibility difficulties, they should only be used together. Pro Tip: When installing fasteners, strive to utilize the same grade and material if possible. Depending on the components, mixing might result in unequal or insufficient outcomes.
Fastener Lubricants
Stainless steel fasteners have a thin, passive oxide coating that prevents oxidization. However, this coating may generate friction during installation between the fasteners (nut and bolt) as a trade-off. The threads jam and potentially weld to each other when the threads heat up. It’s a technique called galling or cold welding. Applying a tiny quantity of fastener lubricant, such as MRO 2400 Marine Grade anti-seize, to the fasteners prior to installation reducing these dangers. It will not only prevent galling, helps increase fastener life.
Use The Appropriate Screwdriver or Driver

The width of a screwdriver head may seem insignificant, but a slack fit into a fastener head may cause a stripped fastener head. Proper head engagement ensures damage free installation.
Ensure material compatibility

Stainless steel and aluminum are metals that can be used together in specific situations. However, if they are utilized incorrectly together, electrons will be transferred between them, jeopardizing the materials’ integrity and leading to galvanic corrosion. Therefore, using compatible materials is the most straightforward technique to avoid galvanic corrosion. This also holds true for stainless steel and carbon steel fitups as well
Fine and coarse thread fasteners should not be mixed.
Coarse thread screws are less likely to cross thread as compared to fine threads. Fine threads typically work well in precise applications that see lower roads. Threading cannot be combined. It destroys threads and results in broken threads or a jammed fastener assembly.
Fasteners should not be overtightened.
For installation, fasteners have maximum suggested torque. Use a torque wrench for critical applications. For non-critical applications, over-tightening fasteners still poses a danger. Install fasteners “snug-tight” or to required torque specifications.
Proper Personnel Protective Equipment (PPE)
Although fastener assembly seems innocuous, many injuries occur during the process. Safety glasses prevent debris from entering the eyes. Following the above guidelines ensures fastener installation is efficient and safe.