DeGuzman

Vacuum pumps change the pressure in a contained area to create a full or partial vacuum. The multifunctional element inside the vacuum pump that lubricates the pumping apparatus is vacuum pump oil. It collects moisture and contaminants from evacuated systems.
In this article, learn the function of vacuum pump oil, properties such as viscosity, grades, and flashpoints, as well as suggessted maintenance processes for vacuum pump oil applications.
Function
Vacuum pump oil serves as a mechanical lubricant and a medium for trapping gas molecules. It’s chemically stable, unreactive to most gases and materials, and has low vapor pressure. In fact, vacuum pump oil is essential in keeping a vacuum pump operational.
Vacuum pump oil is usually a refined mineral oil. Despite using the term “oil,” modern pump oil has progressed beyond distilled petroleum products. Oils that are double- and triple-distilled, as well as silicone-based synthetics, low sulfur, and hydro-treated products, make up the bulk of applications.
In summary, the oil performs the following functions:
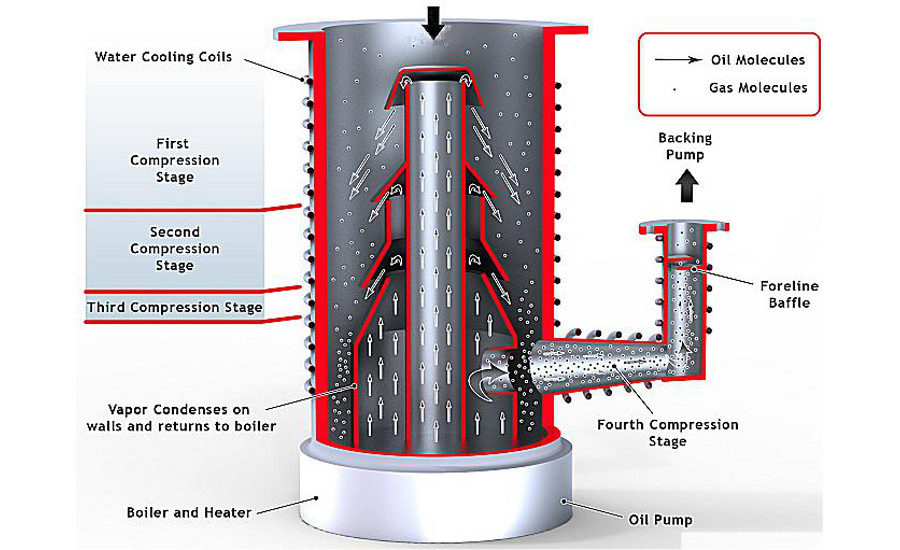
- First, it provides a seal across the vanes and a dual seal between the high and low-pressure sides of the pump.
- Conducts heat from the stator to the exterior casing, where it dissipates, thus cooling the pump.
- Prevents metal parts from rusting due to the presence of oxygen and vapor in the system.
- Most essentially, it lubricates the pump’s moving parts.
Properties
Viscosity

When picking an oil, viscosity is the most crucial factor to consider. If the lubricant isn’t viscous enough (too thin), the pump won’t get the lubrication seal it needs due to leakage or flow reversal from step to stage. Conversely, choosing a too dense (too thick) lubricant will restrict flow and cause lubricant starvation in essential machine areas. The standard viscosity for vacuum pump oil is 68 to 77 CST at 40°C.
Grades
Oil is the lifeblood of vacuum pumps, therefore it’s essential to choose a suitable grade. Below are the different oils used in vacuum pumps.

19 Grade:
- This is a higher viscosity, designed for direct-drive rotary vane vacuum pumps, and ideal for most general purpose applications.
- The low vapor pressure reduces system backstreaming, and thermal stability provides resistance to oxidation and sludge formation.
195 Grade:
- A high purity paraffinic oil that provides excellent lubrication.
- Low varnish forming tendencies.
- Superior water separating particles.
- This oil works well for 150 – 300 cfm rotary piston pumps that operate at 160°F or less.
20 Grade:
- This is an upgraded oil from the 19 Grade.
- It is a severely hydro-treated paraffinic oil double distilled through a molecular distillation process to remove light end fractions.
- Like technical white oils, 20 Grade is highly saturated and contains less than 0.01 percent sulfur.
- It has a high molecular weight and viscosity index, which means it lasts longer and prevents varnish and carbonized oil build-up on internal pump components.

130 Grade:
- A severely hydro-treated paraffinic oil undergoes a molecular distillation process to remove light end fractions.
- 130 Grade contains a complex additive package that aids in gas ballasting off water vapor.
- It prevents the accumulation of varnish, particulate, and sludge on the internal components of the vacuum pump.
- Also, it establish for use in rotary piston pumps from 150-300 cfm with operating temperatures up to 160°F.
Elite Z Grade:
- This oil is double distilled to exhibit the highest performance for mechanical pumps.
- EZ Grade is a full synthetic hydrocarbon vacuum fluid that is very resistant to thermal and chemical attacks and provides longer oil life and superior protection to the vacuum pump.
FS Grade:
- This synthetic/food grade vacuum pump oil is a custom-formulated lubricant using a premium polyalphaolefin (PAO) synthetic base fluid coupled with an unmatched high-performance additive package.

Eco Grade:
- A high viscosity freeze dryer oil, designed for use with direct drive rotary vane pumps and is ideal for freeze-drying applications.
- In addition, the quality formula improves pumping cycles, lowers maintenance costs, cools the pump, and extends pump life.
Flashpoint

The temperatures at which an oil burns momentarily and continuously in the presence of a flame are known as the flash and fire points. The temperature at which the fluid will spontaneously ignite is the auto-ignition temperature.
As a matter of fact, the better the oil, the higher the flash and fire spots. For safety reasons, the operating temperature should never exceed the fire or flashpoint, 244°C (471.2°F).
Maintenance
Many laboratory procedures, including distillation, drying, lyophilization, hazardous compounds transfer within vacuum manifolds, flash chromatography, and others, are powered by vacuum pumps. Some of these applications are crucial, while others are not, but they all have one thing in common: if the pump fails, the process fails as well.
Besides regular oil changes, what can be done to keep a vacuum pump running smoothly for years?
Read your owner’s manual and change the oil regularly.
The majority of manufacturer’s manuals are accessible via the internet. Download the handbook and read it over for tips on proper use and maintenance. Whether maintenance is performed via run hours or periodically, be sure to change it according to the manufacturer’s recommendations.
Warm up the pump with the inlet blocked.
Fewer vapors condense in pump oil if you run the pump for 20-30 minutes with the inlet blocked before connecting to your vacuum application. To make warm-up easier, consider putting a manual valve inline.
Never block a pump outlet.
At the very least, blocking the pump outlet forces the pump to stop. In the worst-case scenario, the pump’s overpressure could loosen the seal surrounding the oil sight-glass, causing it to leak and necessitate repair.
Use a cold inlet trap to protect the pump from corrosive vapors.
A cold trap at the inlet protects the pump from corrosive vapors and reduces its vapor load, allowing it to work more efficiently. Make sure it’s hard enough for your solvents; for highly volatile solvents, use liquid nitrogen.
Use gas ballast when working with condensable vapors.
A vacuum pump’s gas ballast pushes condensates through the pump and out the outlet, purging some of them from the oil. A hybrid pump (rotary vane/diaphragm pump) will keep the oil reservoir under a vacuum for applications with heavy vapor loads and corrosive gases. Then, corrosion reduces via continuously distilling vapors and aggressive gases from the pump oil. This also may increase the length of time between oil change intervals.
Protect the pump from particulate with an inlet filter
Use an inlet separator to keep abrasive grains out of the pump oil and the rotating mechanism. By rubbing a little oil between your fingertips, you can check for particles. Consider installing an inline oil filter to increase the life of your oil.
Run the pump after use to purge solvents from the oil.
Block the pump inlet after the application finishes, open the gas ballast, and run the pump for a few minutes before closing it down. This purges solvents that dissolved in the oil and decreases internal corrosion during the shutdown.



