The piping system of a plant or process module consists of the pipe, flanges, valves, instruments, filters, and any other products placed in or adjacent to the flow path. A quality piping system is built to appropriate codes and specifications, appropriately sized, performs routing and measurements as desired, and is leak-free.
Design and Engineering
Piping systems are determined by physical constraints and key engineering documents. These documents work together to provide a comprehensive build standard for the piping system.
- Process Flow Diagram – The PFD shows the sequential order of components and focuses on major equipment and the process that the piping system follows.
- Piping and Instrument Diagram (P&ID) – The P&ID provides detail on line sizing, valving and instrumentation.
- Datasheets – Datasheets of individual piping components specify instruments, valves, and equipment. The datasheet has all necessary product specifications for that component(s).
- General Arrangement (G&A) – The G&A shows the physical routing of piping
- Piping Isometrics – Piping Isometrics detail individual pipe runs and are used for construction purposes.
These documents, in conjunction with piping codes and specifications, describe how the piping system should operate.
Piping Codes
Piping codes provide general requirements for the design, fabrication, testing, and materials of the piping system. It also provides minimum acceptance levels based on simplified approaches, detailed analysis, and the appropriate inspection/testing methods. ASME B31 is the most commonly used piping industrial code. There are two particular classes of this code that are most commonly referenced in the process industry and require further examination: ASME B31.1 and ASME B31.3.
ASME B31.1 – Power Piping
This code is mainly inclined to piping for industrial plants and marine applications. It provides power piping specifications that regulate the installation, inspection and maintenance of power piping systems, imposing the proper design, materials, fabrication, erection, and testing of piping. Power piping is primarily focused on high pressure and high temperature water and steam with few chemicals.
ASME B31.3 – Process Piping
This code contains minimum rules for piping which can be found in petroleum refineries, chemicals, pharmaceutical, textile, paper, semiconductor, and cryogenic plants. In addition, design of chemical, petroleum plants and refineries is included in this code.
It also provides specifications for the pressure design requirements of high-pressure processes to ensure that the pipes are safe and meet the stress that it will encounter. It also set the standards for material selection, design of supports needed, thermal expansion, inspection, testing and other factors affecting the strength and durability of process piping.
This code also applies to piping for chemical fluids which includes but is not limited to the following:
- Raw, intermediate, and finished chemicals;
- Petroleum products;
- Gases, steam;
- Fluidized solids;
- Cryogenic fluids.
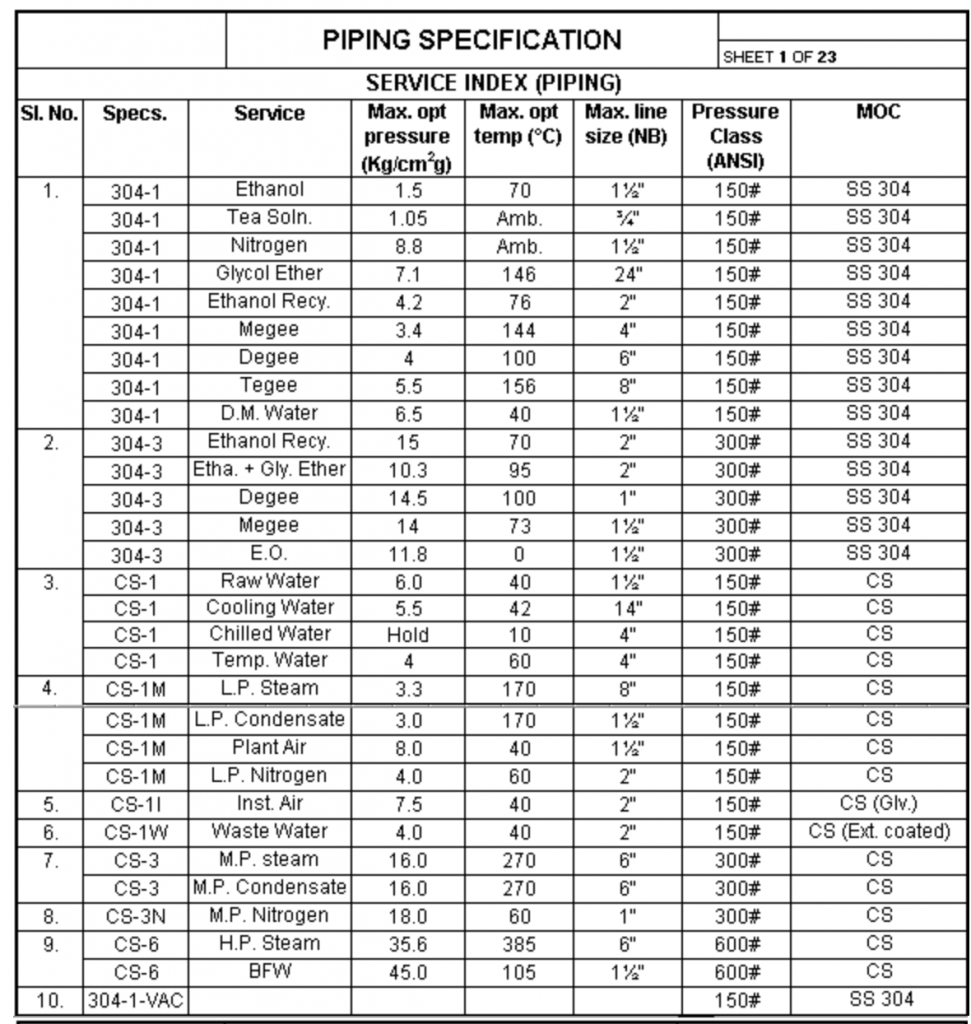
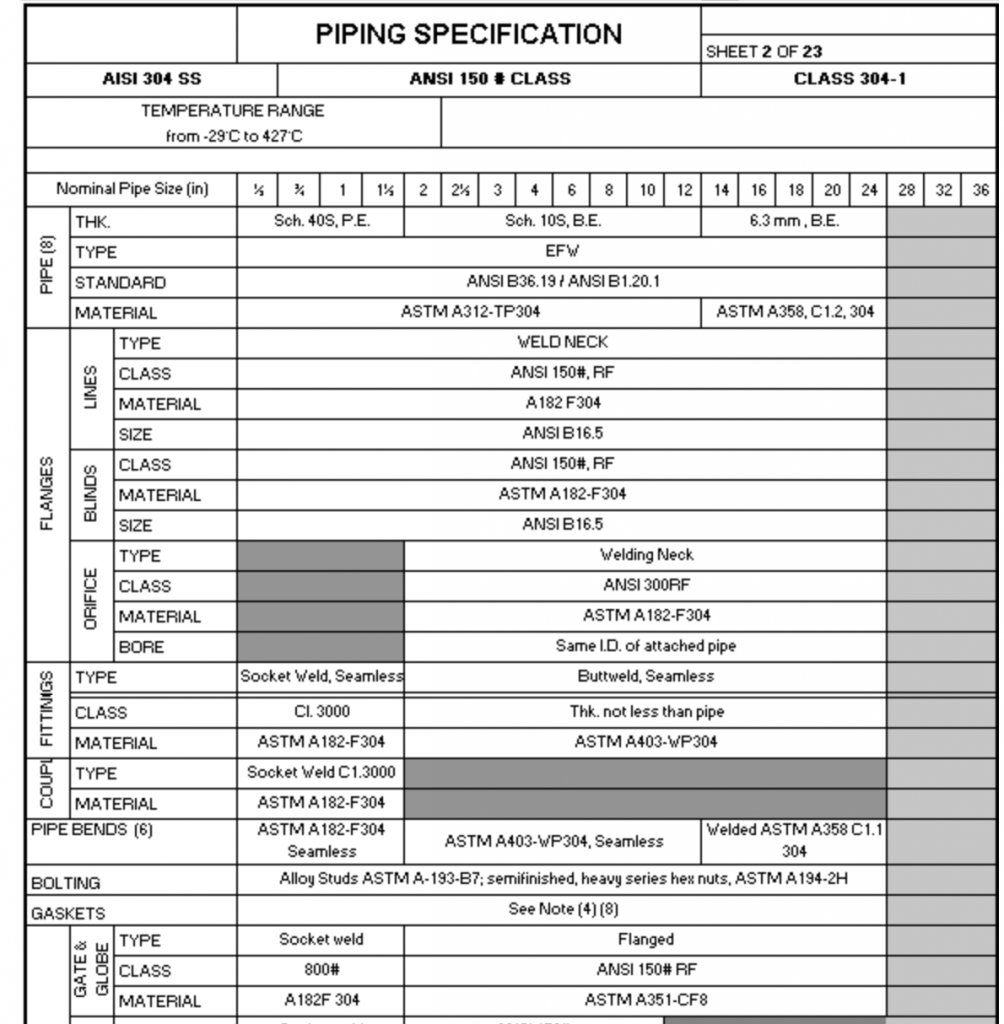
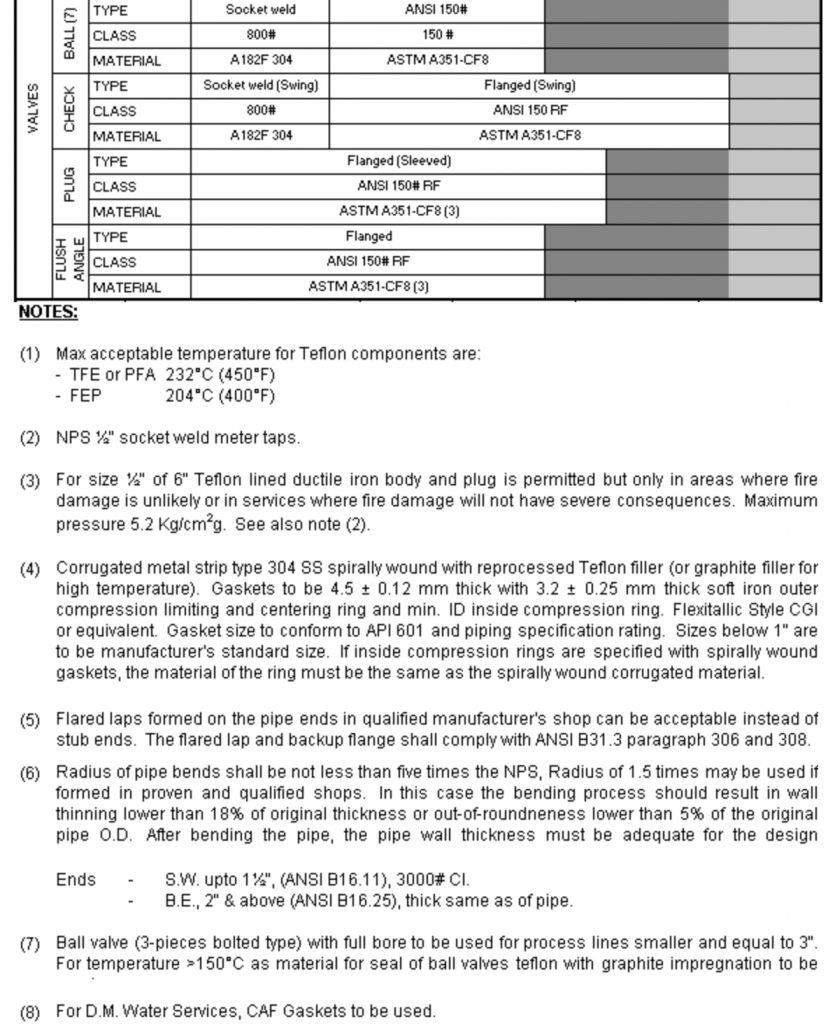
Piping Specifications
While a piping code is mandated by a standardization organization such as ASME, a piping specification is an engineering document that provides further detail of the piping system and how it will operate. Piping specifications (sometimes called piping specs), tell the user the size, specification, and material grade of the pipe and piping components. Piping specifications provide additional requirements beyond standard requirements.
A typical piping specification notes physical characteristics and requirements of the pipe, size, and connections.
Connection Method
Piping may be connected to as follows:
- Pipe to Pipe
- Pipe to Fitting
- Pipe to Valve/Instrument/Equipment
There are three major ways that a piping system is connected: welded/flanged connection, socket weld connection, or a threaded connection.
Welded/Flanged Connections

A welded/flanged piping system uses flanges to connect parts together. A typical straight run of pipe and pipe fitting is connected via welding. When connecting to a valve or piece of equipment a flange may be used. A flange is a plate or a ring that is attached to a pipe, fitting, or piece of equipment.
The welded/flanged piping schema is the most commonly used connection in high specification service.
Advantages:
- Flanges provide an ease of access if modification, inspection and maintenance is necessary.
- Flanges are generally the most robust connection method and allow for high pressure lines to be connected without additional joint stress.
Disadvantages:
- Flanged connections may slightly be prone to leakage.
- Flanged pipe takes more space because of its bulky size.
Threaded Connections

A threaded pipe has screw thread at either one or both ends for assembly. It can be connected to threaded joints as shown in the image above. Oftentimes, the pipe is the male fitting and the socket or joint is female. In order to achieve a secure connection and tightness of the pipe thread interface, a sealant may be applied in the form of thread tape.
Threaded connections can be applied as follows:
- Fitting to pipe
- Pipe to pipe
- Fitting to fitting
Advantages:
- Threads have a self-locking property so they may be positioned either vertically or horizontally;
- Threaded pipes and joints are physically small and do not take up too much space.
Disadvantages:
- Thermal expansion may lead to leaks as the pipe and fittings may expand at a different rate.
- The threads create a high-stress concentration point that can be exasperated by vibration and ultimately lead to fatigue failure.
Socket Weld Connections

Socket weld connections are used or applied to pipe systems that require high pressure and temperature. This type of connection provides security, durability, and has a long-time span and prevents leakage. However, it should only be applied to parts that do not require disassembling or maintenance.
To connect pipe to pipe, or a pipe to a fitting, fillet-type seal welds are used.
Advantages:
- The pipe does not need to be beveled for weld preparation;
- They can be use in place of threaded fittings. Thus, reinforcing and mitigating the risk of leakage;
- The weld metal cannot penetrate the bore of the pipe.
- Construction costs are lower than butt-welded joints.
Disadvantages:
- It requires a precise application. The professional welder should ensure the expansion gap of 1/16 inch between the pipe and the shoulder of the socket;
- The expansion gap and internal crevices left in the socket promote corrosion.
Valves/Instruments/Equipment Connections

Valves, instruments, and speciality equipment are an important part of a piping system that allows the flow to be measured, analyzed, redirected, and treated as per requirements. Valve, instrument, and equipment data sheets specify the type of connections required for inclusion in the piping system.



